本品为锰系磷化,适用于钢铁制品的表面处理。可在短时间内形成一层致密的黑色磷化膜,膜层防锈能力强。
一、特点
本磷化剂之特长:由于采用本公司特有技术,操作弹性大,工艺较易控制;沉渣少,磷化成膜时间短,防锈力强;生成的磷化膜细腻,晶粒呈颗粒或棒状、膜层润滑性好,防腐能力强。本品特别适用于石油接箍、汽车、摩托车、船舶等高速运转的零部件减磨自润滑功能膜层处理,以及工具、刀具及要求较高的标准件耐磨、耐腐蚀膜层处理。
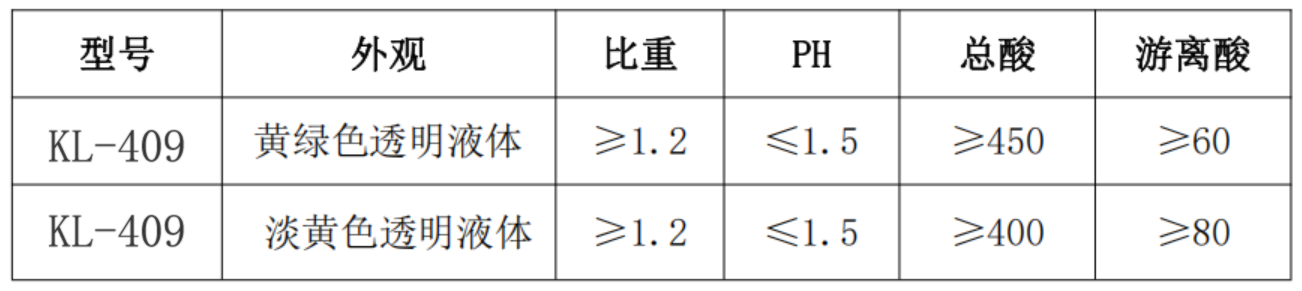
二、技术指标:执行 Q/RH001-2009 标准
三、工艺流程
脱脂→水洗→水洗→除锈(酸洗)→水洗→水洗→表调→磷化→热水洗→皂化油封闭。
注:对于易漂洗工件,脱脂及除锈后也可分别只用一道水洗,但要勤换水。
四、配槽及工作液参数
五、补充液添加办法
1、首槽配制只用 FB-712GA 组分(建槽液),FA 偏高时可以加入约千分之 3 的铁霄降至规定范围。
2、FB-712GB 补加液,生产正常情况下,只补加 FB-712GB,当黑度不够、反应慢时添加 FB-712GA 组分。
六、操作注意事项
1、高温磷化液水蒸发量较大,高温有效成分易分解,故生产过程严禁磷化液在沸腾状态下工作,生产中要及时向磷化槽补加水分,保持槽液体积不减少。
2、每班至少检查 TA、FA2 次(方法参照七)并按分析结果及时补加新液或采取其它维护措施。
3、每班至少补加新液二次,即少量多次添加为好,切忌长时、集中一次性补加。
4、定期清理沉渣,保证磷化质量。
七、检验方法
总酸度:用 10ml 吸液管吸取 10ml 工作液到 250ml 三角烧杯中,加 50ml 蒸馏水摇匀,加 2-3 滴酚酞指示剂,用 0.1N NaOH 溶液滴定,颜色从无色到粉红色为终点,所消耗的 ml 数为总酸度点数。
游离酸度:用 10ml 吸管吸取 10ml 工作液到 250ml 三角烧杯中,加 50ml 蒸馏水摇匀,加 2-3 滴溴酚蓝指示剂,用 0.1 N NaOH 溶液滴定,颜色从黄色到蓝紫色为中点,所消耗的 ml 数为游离酸度点数。亚铁离子的测定(Fe2+):在磷化液池中,用移液管准确吸取 10ml 溶液,加 5mL 50%的硫酸,用 0.18N 的高锰酸钾标准溶液滴定,溶液由无色变为粉红色时为终点,消耗滴定液的毫升数为亚铁离子浓度即Fe2+含量(g/L)
八、清理沉渣
用泵把底层溶液打到沉淀塔或沉淀池,沉淀后清液返回磷化槽即可,渣子废弃或回收处理。经该磷化液处理后的工件颜色深浅度与工件基体表面状态及其材料有关。