本磷化剂主要适用于芯棒上拔管、空心拔管的冷拔、拔丝及冷镦等,采用本工艺,毛胚可连续冷拔两次或三次而不须退火处理。
一、对冷拔丝、管工业的产品优势
1.可以减少摩擦力,减少动力消耗,提高冷拔速度。
2.不经退火可进行多次冷拔,提高生产效率。
3.减少工、模具的磨损。
4.降低表面粗糙度,大大减少由于焊缝和擦伤造成的废品。
5.大大提高拔管、拔丝、冷镦等工业生产效率,显著降低成本,给
拔丝、拔管企业带来较大经济效益。
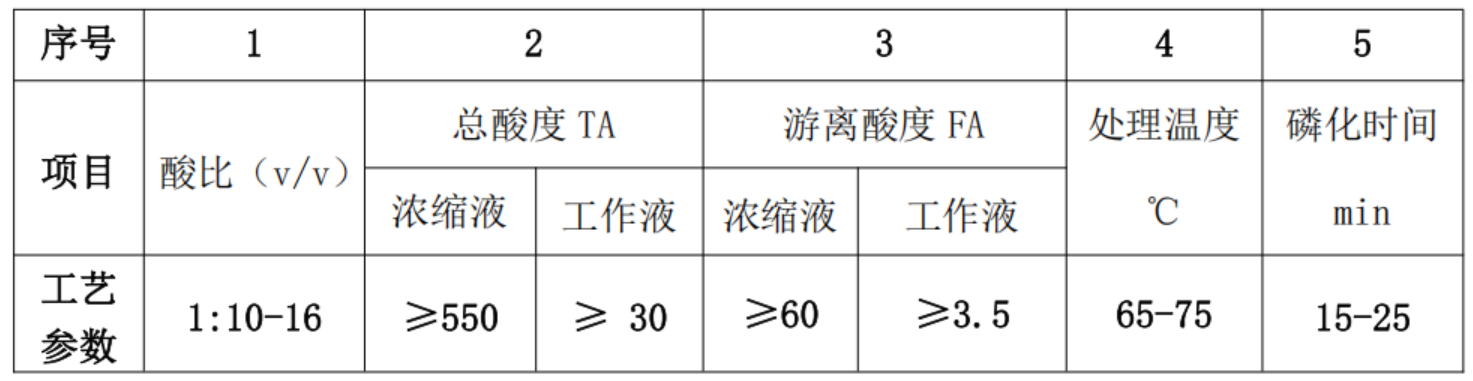
二、磷化处理工艺
酸洗、活化→冷流水洗→冷流水洗→锌磷化→冷流水洗→微碱热水→皂化处理→干燥
三、产品技术条件:依据 GB/T11376-1997 标准
四、槽液配制(以 17.5 立方米计)
第一次建槽浓度为 1:10-16(按体积比),用建槽液配制,即在 17.5 立方米槽加入洁净水 16.4 立方米,再加入 FB-705 锌系磷化液(A:B=1:1),约 50-56 桶,充分搅拌槽液,加温到规定温度,检测总酸度及游离酸度到工艺范围,就可开始工作了。
五、操作注意事项与槽液管理
1.管束入槽
管束倾斜入槽,待完全浸入后把管子的倾斜方向反过来,以便很快排除管内空气,使管子内表面得到圆满处理,管子外表面完全湿润是靠槽底的摇架使管束松开。
2.皂化前中和浸皂前的第⑥步中和处理很重要,因为从磷化液中出来的管子PH 为 2-2.5,不能直接浸入 PH 值为 9 的皂化液中,否则由于中和反应而降低皂化反应效率。
3.皂化时间
浸皂时间以刚好形成锌皂为宜,即 4-6 分钟,浸渍时间太长会导致磷化膜被破坏。
4.槽液维护
使用过程浓度会不断下降,可依据操作经验或定时检验,以便进行补充调整。加入一桶 A 组可使游离酸提高 0.15-0.2 点,总酸提高1-1.5 点,一桶 B 组分可使总酸上升约 0.4-0.7 个点。