钢丝经本磷化液处理后,形成的锌系磷化膜可与硬脂酸皂类形成结合膜。该膜在拉拔的高温、高拉力下可以在拉件与拉模具间形成较厚的塑性变形膜,从而在拉拔的强力过程中可大大减小摩擦力,提高拉拔速度,防止金属烧结、熔粘、过热并确保产成品的表面精度。金属线材可以成捆间断处理,也可以把线材拉开连续通过各种槽液进行处理,最后重绕成捆,还可以让线材沿卧式圆筒做螺旋运动连续磷化。
一、特性
1、由于大大地减小了拉拔瞬间的摩擦力,从而一方面提高了允许的拉拔速度,在多孔机上可达数百至 1000m/min,另一方面延长拉模的使用寿命。
2、减少了线材的变形量。线材截面可在连续拉拔 8—16 次后缩小至原来的 10%以下,使用本剂,可减少获得所需截面形态的拉拔次数,并减少断丝率。
3、磷化处理时间很短。可在一分钟之内完成,极大地提高生产效率和经济效益。
4、磷化膜质量稳定,防腐性能佳,使用寿命长,沉渣少。
二、工艺流程
除锈→水洗→水洗→磷化→水洗→水洗→浸灰硼→干燥→拉拔
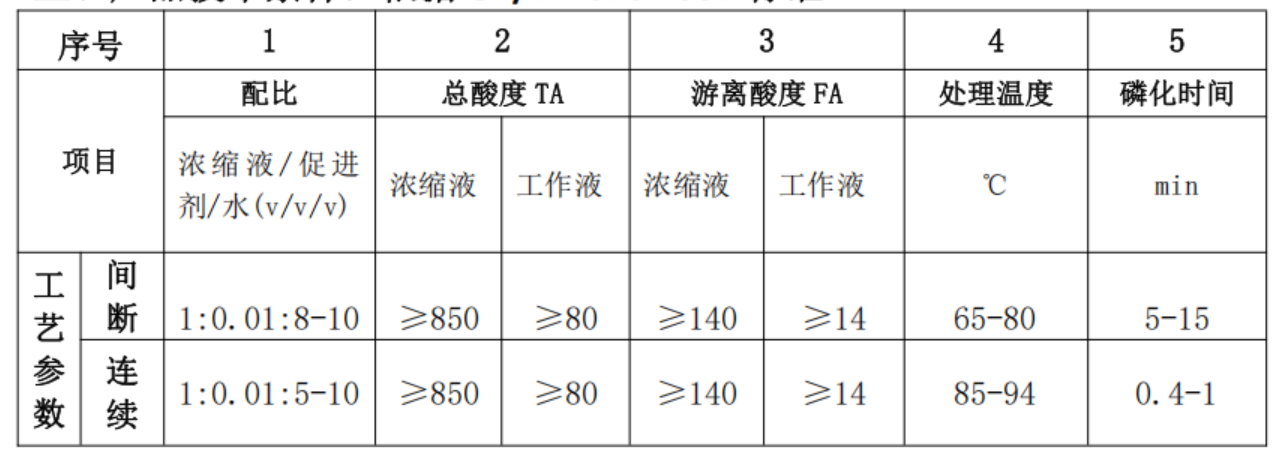
三、产品技术条件:依据 GB/T11376-1997 标准
四、配槽与维护
1、建槽用浓缩建槽液:配比按浓缩液/水=1:9-10(体积比)即 10m³槽加入洁净水 8-9m³,再加入 FB-701 产品 40 桶约 1000 立升,滴加促进剂 10 立升,搅拌均匀并升至工作温度,即可正常使用。
2、槽液使用中随着磷化的不断进行,有效成份会不断减少,因而应依据生产量的大小、膜的厚度间断补加或依槽液中 FA、TA 的变化规律连续地滴加补加液和促进剂,原则上每补加一桶浓缩液,TA 约提高 2 点,FA 约提高 1.3 点,促进剂/浓缩液=1%。